Type II & Type III
We offer both Type II and Type III processes to meet your anodizing needs. What sets these two processes apart?

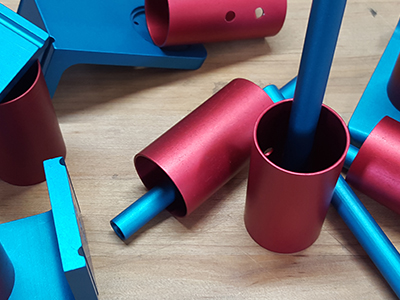

Type II at a Glance
• Class I clear offered
• Class II colors available
• 0.0005"-0.001" tolerance
• Anodize solution between 68° - 75°
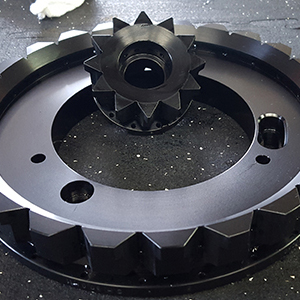
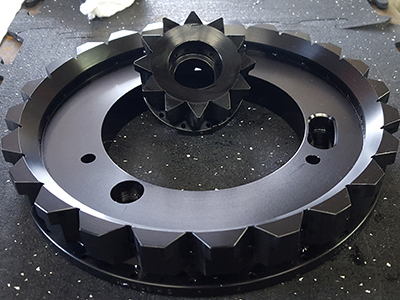
Type III at a Glance
• aka Hard Coat Anodizing
• Class I natural offered
• Class II black offered
• 0.001" - 0.002" tolerance
• Anodize Solution below 48°